


Según datos del “Global Aseptic Packaging Report” realizado por las consultoras Zenith International y Warrick Research, el volumen de productos envasados asépticamente a nivel global viene experimentando desde el año 2008 un crecimiento anual superior al 5%, llegando a alcanzar en los mercados del Sur/sudeste asiático incrementos del 22% anual. Para que os hagáis una idea, en el año 2011 en todo el mundo se envasaron asépticamente un total de 123.000 millones de litros en 269 billones de envases, y se estima que en el 2016 estas cantidades de envase aséptico lleguen a 153.000 millones de litros en 333 billones de envases, ¿queréis saber por qué es una de los tecnologías de envasado con mayor futuro?
El mercado por excelencia de este tipo envasado es el de la leche, derivados lácteos, zumos y sopas. No obstante, el envasado aséptico es empleado mayoritariamente en sectores como el de la alimentación infantil (comidas y frutas) y la alimentación especial (clínica y de personas de edad avanzada), en los que el consumidor y también la legislación son cada vez más exigentes y todavía lo serán más en el futuro. Concretamente, la alimentación infantil en España representa en el mercado más de 75.000 Tm, de las cuales el 50% son tarritos de comidas y postres infantiles según Nielsen y Euromonitor International. En toda Europa esos tarritos suponen más de 800.000 Tm.
En que consiste el envasado aséptico
El envasado aséptico es una tecnología alternativa al tratamiento térmico convencional en autoclaves. Se puede definir como el llenado en condiciones asépticas, de producto comercialmente estéril en envases previamente estilizados, seguido del sellado hermético del envase con el fin de evitar la recontaminación del producto.
Para obtener dichas condiciones asépticas, hay que incorporar en el equipo de elaboración y envasado un sistema que permita mantener una seguridad microbiológica que involucra los aspectos siguientes:
- Esterilización del ambiente y equipo de envasado que estará en contacto con el alimento envasado.
- Utilización de envases estériles que posean una hermeticidad suficiente para impedir la recontaminación microbiológica y mantener la esterilidad comercial del producto después de su envasado.
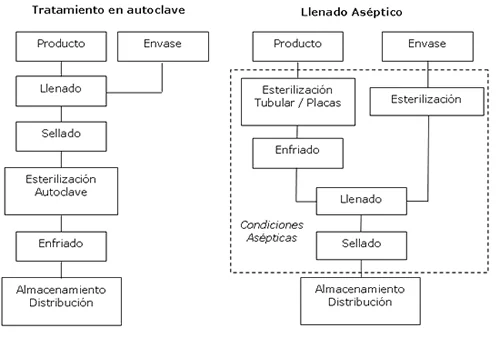
Autoclave versus llenado aséptico
La diferencia fundamental entre ambos procesos (Autoclave / Llenado aséptico) es que, en el autoclave, el tratamiento térmico se aplica al producto ya envasado, es decir, al envase y al alimento, mientras que en el llenado aséptico se aplica al alimento directamente (no al envase), antes de ser introducido y cerrado, en condiciones asépticas, en un recipiente estéril.
Los equipos de esterilización para envasado aséptico mejoran los procesos de calentamiento y enfriamiento del alimento, reduciéndolos a los menores tiempos posibles, en contraste con los tratamientos térmicos convencionales en autoclave que obligan a altos tiempos de tratamiento.
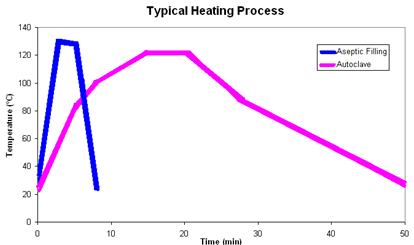
Los tratamientos térmicos más elevados a los que se someten los productos en los procesos de esterilización convencionales en autoclave, pueden dar lugar a daños indeseables en el producto, causados por cambios químicos o de degradación provocados por la temperatura, por ejemplo, cambios de color, textura, sabor o reducción del aporte nutricional (por ejemplo pérdida de vitaminas).
Las claves del éxito del envasado aséptico
Directamente relacionado con todo lo anterior, podemos pasar a enumerar las razones del gran desarrollo del envasado aséptico, y que hacen que sea considerada hoy en día como una de las tecnologías de envasado más extendidas y con mayor futuro:
1. Permite un mayor ajuste del tratamiento térmico a las condiciones reales del producto, es decir, una reducción del tiempo necesario de tratamiento a una determinada temperatura, con los beneficios en la calidad del producto que conlleva.
2. Mejora sensorial y nutritiva. En el alimento, al sufrir un menor tratamiento térmico, se reducen los cambios físico-químicos (textura, color y sabor) así como la pérdida de nutrientes que tienen lugar durante el proceso térmico prolongado.
3. Se evita la formación de compuestos volátiles no deseados (piracaínas, furanos,etc) debidos al sobrecalentamiento.
4. Productos más naturales, ya que evita la necesidad de añadir conservantes químicos en productos no estériles en los que se pretende alcanzar la ESL (extended storage life) mediante la prevención de la contaminación por microorganismos presentes en el ambiente (hongos y levaduras).
5. Menores requerimientos de los materiales de envase. Los materiales de envase, al no ser calentados como en los procesos de esterilización convencionales en autoclave, no necesitan resistir las elevadas temperaturas de tratamiento ni están sometidos al estrés mecánico correspondiente. Por una parte, las necesidades mecánicas y estructurales del envase son menores, lo que puede traducirse en una reducción del espesor del envase (menor coste). Por otra parte, el abanico de materiales posibles a utilizar en un envasado aséptico se amplia considerablemente.
6. Reducción de las migraciones procedentes de los materiales de envase. La migración es un proceso físico-químico fuertemente dependiente de la temperatura, es decir, que aumenta exponencialmente al someterse a temperaturas elevadas.
7. Menor impacto ambiental. La estimación de la Huella de Carbono es menor, debido principalmente a la reducción de los consumos energéticos (electricidad y vapor de agua) y a los menores requerimientos en cuanto a resistencia del envase, que pueden dar lugar a una reducción de la cantidad de material necesario.
8. Reducción de costes. Aunque la inversión inicial en equipamiento es mayor (60 – 65 % dependiendo del volumen), ésta se rentabiliza en un periodo aproximado de 2 años (pay-back más que aceptable) debido a sus menores costes (mano de obra, energía, envase, agua, limpieza/desinfección y tasas medioambientales).
Al tratarse de un proceso en continuo con un elevado grado de automatización, se reducen las necesidades de mano de obra y energía variables, lo que también arrastra una disminución proporcional de costes fijos. Así como un coste inferior del envase ya que recibe el producto frío (posible empleo de otros materiales más económicos o reducción de la cantidad de material). Menor consumo de agua al poder utilizar un ozone-CIP en limpieza/desinfección. También se necesita un menor espacio en planta para las instalaciones.
En definitiva, las numerosas ventajas, tanto en la reducción de costes, como en el aumento de la calidad nutricional y sensorial del producto, hacen que la inversión en equipos e instalaciones se rentabilice en relativamente poco tiempo. Por ello, el envasado aséptico es considerado como una de las tecnologías de procesado de alimentos más relevante y con mayor ámbito de aplicación potencial.

